Выпуск современных охотничьих и спортивных винтовок под маркой ORSIS (латинизированная аббревиатура от словосочетания «Оружейные системы») начался в 2011 году. Всего годом ранее компания «Промтехнология» выкупила для этих целей часть заброшенных помещений Московского завода автоматических линий и в короткий срок превратила их в оборудованные по последнему слову техники цеха. В станочный парк вошло уникальное оборудование, как зарубежных производителей, так и разработанное собственным конструкторским бюро. В результате получился единственный завод в Европе, способный производить стволы такого класса.
1 Итальянские ружья Marocchi от ORSIS © Антон Тушин/Ridus.ru{kind=link}
Вскоре у компании появились недоброжелатели, которые указали на то, что в совет директоров «Промтехнологии» входит сын вице-премьера Дмитрия Рогозина Алексей. Под давлением прессы он был вынужден покинуть компанию — тот редкий случай, когда высокий пост отца помешал карьере сына.
Сегодня компания выпускает оружие не только под маркой ORSIS, но и по лицензии австрийские пистолеты Glock, итальянские ружья Marocchi, карабины на базе американской автоматической винтовки AR-10 и американского карабина M-15 (стволы российские, комплектующие заокеанские).
2 Мастер проверяет ствол после оконтуривания © Антон Тушин/Ridus.ru 3 © Антон Тушин/Ridus.ru{kind=link}
{kind=link}
Собственно, стволы и являются главным предметом гордости ORSIS. Для их изготовления используется нержавеющая сталь 416R и черная сталь 4140.
«„Нержавейка“ менее требовательна к уходу и по своим механическим качествам она лучшее, что можно использовать для ствола в стрелковом оружии. В свою очередь 4140 можно подвергнуть процессу оксикарбонитрации, то есть химической закалке, которая позволяет получить ствол высокой твердости и износостойкости при повышении коэффициента скольжения», — поясняет стрелок-эксперт Иван Лангуев. 4 Спусковые крючки выпиливают на станках в электроэрозионном цехе © Антон Тушин/Ridus.ru 5 Шпалер нарезает ствол © Антон Тушин/Ridus.ru{kind=link}
{kind=link}
Но коррозионной стойкостью после такой обработки и не пахнет. Такие стволы хорошо и долго стреляют, но за ними нужно тщательно ухаживать, поскольку пороховой нагар забирает из атмосферы влагу, в результате чего образуются кислоты, которые разъедают ствол.
6 Подробная схема Т-5000 © Антон Тушин/Ridus.ru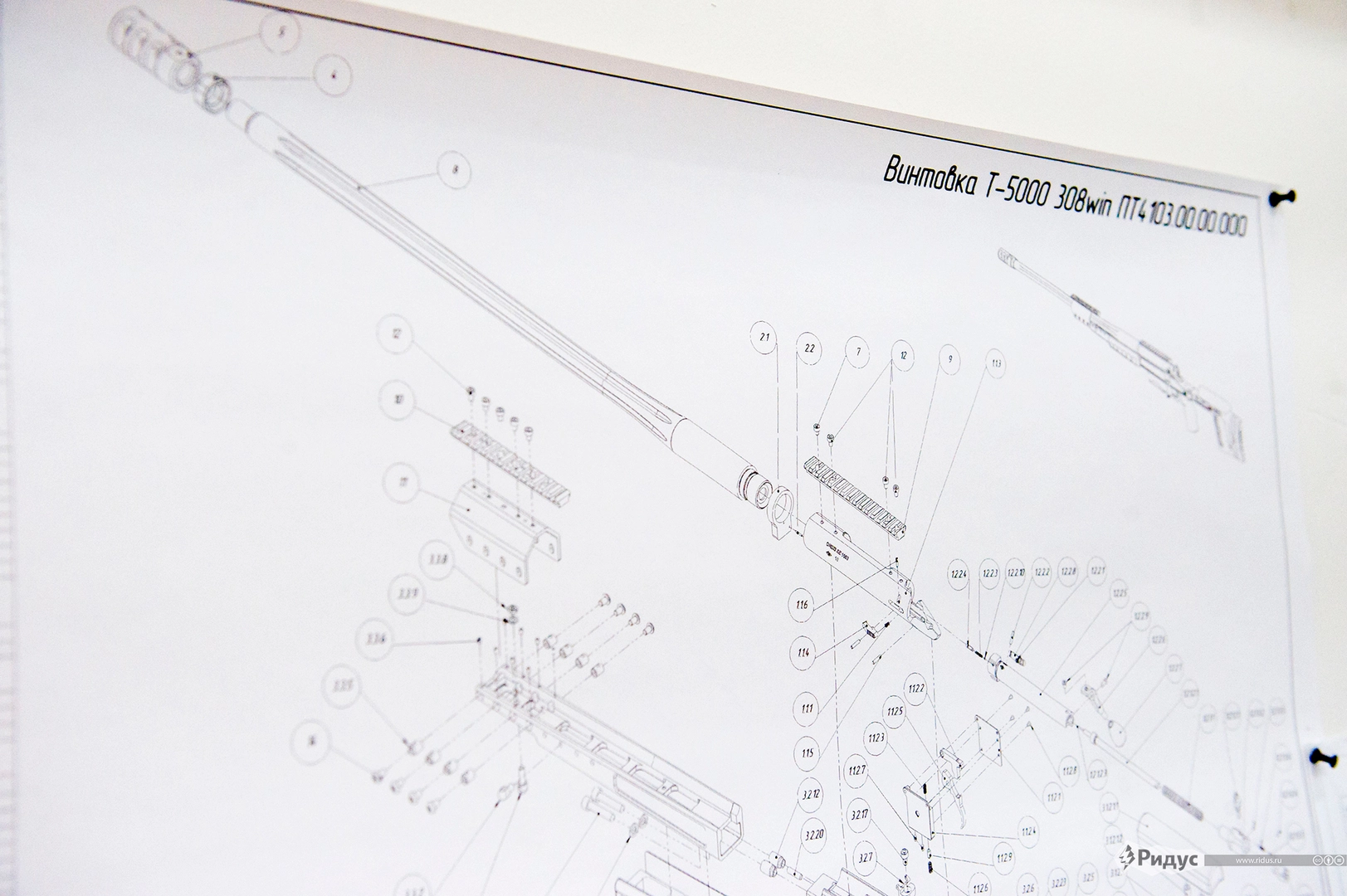{kind=link}
Как создать высококлассную винтовку
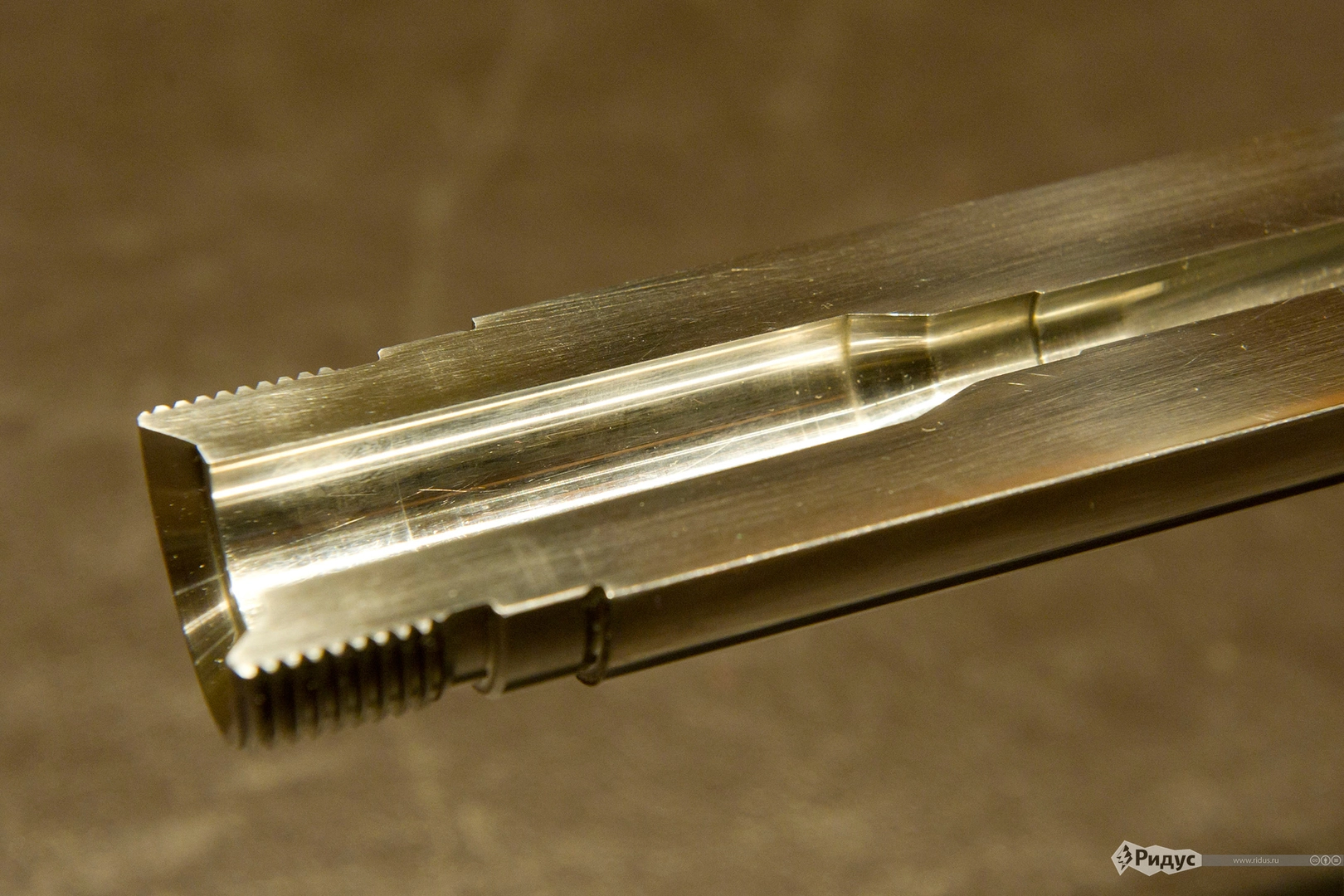
С изготовления ствола — операции наибольшей важности — и начинается производственный процесс. Сначала в заготовке просверливается канал ствола, после чего ее оконтуривают. Далее следует нарезка — шпалер медленно-медленно ходит по стволу. Процесс происходит на станке, но за ним неотступно наблюдает мастер. На станке ребром установлена десятирублевая монетка, если она хоть на миллиметр качнется, процесс прекращается до устранения сбоя в программе. На финальном этапе идет нарезание дол — небольших каналов на внешней стороне ствола. Долы облегчают ствол, за счет срезанного метала. Образующиеся в результате продольные ребра жесткости препятствуют изгибу ствола, а кроме того помогают лучше охлаждать ствол. По окончании всех этих процедур ствол полируется.
7 Ложе из орешника выполняют по спецзаказу © Антон Тушин/Ridus.ru 8 Брусок из ламината (сверху) и ложе после обработки на автоматическом станке (снизу) © Антон Тушин/Ridus.ru{kind=link}
{kind=link}
Параллельно изготавливаются детали затворной группы и ударно-спускового механизма — всевозможных процессов тут очень много, подробно все не описать. В древесном цехе под готовый ствол на автоматическом станке из бруска ламината, который заказывают в США, изготавливают ложе. Затем мастера в ручную дорабатывают конструкцию. По индивидуальному заказу, ложе может быть выполнено из орешника и добавлена гравировка.
9 В центре ложе, выполненное из орешника по индивидуальному заказу, с медальоном с головой медведя (металлическая гравировка) © Антон Тушин/Ridus.ru{kind=link}
После покраски все детали и блоки деталей направляются в сборочный цех, где из них собирают почти готовое изделие. Затем его направляют в исследовательскую лабораторию на отстрел.
«Мы получаем со сборочного участка винтовку и устанавливаем рабочий, специально проверенный прицел. Наша задача получить группу из трех выстрелов в контрольную мишень поперечником не более 0,5 угловой минуты на дистанции 100 метров. Если две группы сложились, как положено по техническому заданию, мишень идет в Отдел технического контроля (ОТК), винтовка к сдаче на склад. Если винтовка, по каким-то причинам не стреляет, как надо, мы даем свой комментарий и направляем ее на сборочный участок. Там ее разбирают, дорабатывают, согласно нашим комментариям, и снова возвращают на стрельбу. И так до тех пор пока неисправность не будет устранена», — поясняет стрелок-испытатель Александр ШабельниковЕсли винтовка стреляет исправно, что на этом заводе происходит почти в 100% случаев, проходит отстрел для пулегильзотеки МВД. После этого оружие поступает на окончательный контроль качества, после чего ему присваивают номер и заполняют на него паспорт. Важно отметить, что каждая деталь на каждом (!) этапе, даже если это просто покраска, проходит через ОТК.
10 Стрелок-испытатель Александр Шабельников за работой © Антон Тушин/Ridus.ru{kind=link}
Дизайн — не главное, но немаловажное
Самая популярная модель винтовок ORSIS, абсолютный рекордсмен по продажам — Т-5000.
«Остальные модели более специализированы: охота, спорт, а „тэшку“ берут и органы, и спортсмены, и охотники, и люди, которые просто любят стрелять по мишеням, и „диванные рэмбо“. У винтовки реально запоминающийся вид, тем более она уже появилась в компьютерных играх», — поясняет Иван Лангуев. 11 © Антон Тушин/Ridus.ru 12 Электроэрозионная обработка детали © Антон Тушин/Ridus.ru{kind=link}
{kind=link}
Т-5000 это снайперская винтовка с брутальным дизайном, которая проходит как карабин охотничий нарезной. Экземпляр такой «тэшки» Владимир Путин подарил президенту Таджикистана Эмомали Рахмону.
Причина успеха этой винтовки кроется в ее сбалансированности в широком смысле этого слова. Она ничем не уступает прямым конкурентам Blaser 93 LRS2, Steyr-Mannlicher SSG-04, Sako TRG 42, но при этом имеет ряд преимуществ. У нее очень комфортный выстрел, в том числе и под патрон .338 — обычно отдача идет «лошадиная». А у «тэшки» все элементы подобраны так, чтобы обеспечить максимально комфортный выстрел: прямолинейная конструкция не дает заваливающего эффекта, дульный тормоз снижает отдачу почти на 50%. Приклад оснащен регулируемой щекой и затыльником, а в сложенном положении надежно удерживается при помощи механического фиксатора. Кроме того, «тэшка» заметно легче многих аналогов.
13 Затвор винтовки Т-5000 © Антон Тушин/Ridus.ru 14 Так выглядит Т-5000 в готовом виде © Антон Тушин/Ridus.ru{kind=link}
{kind=link}
Отметим, что в отличие от других моделей ORSIS у нее не деревянное, а металлическое ложе, которое изготавливает завод-подрядчик.
Сколько всего винтовок производит завод, неизвестно — коммерческая тайна. Но, по словам, представителей компании, счет идет на тысячи экземпляров.
В настоящее время Т-5000 регулярно сдают на госиспытания, которые она проходит уверенно и «с запасом». Если ее примут на вооружение, то в конструкцию будут внесены незначительные изменения и изменено название. Это связано с тем, что, по закону, принятые на вооружение силовых структур образцы запрещено продавать гражданским лицам.
15 Затвор спортивного ORSIS F-Class © Антон Тушин/Ridus.ru 16 Т-5000 в процессе сборки © Антон Тушин/Ridus.ru 17 ORSIS F-Class в сборочном цехе © Антон Тушин/Ridus.ru 18 Муляж Orsis Hunter демонстрируют потенциальным покупателям © Антон Тушин/Ridus.ru 19 Orsis Hunter в демонстрационном зале © Антон Тушин/Ridus.ru 20 ORSIS F-Class в демонстрационном зале © Антон Тушин/Ridus.ru 21 В сборочном цеху мастер проверяет, как патронн входит в патронник © Антон Тушин/Ridus.ru 22 Сборочный цех © Антон Тушин/Ridus.ru 23 Деревообрабатывающий цех © Антон Тушин/Ridus.ru 24 Поделки мастеров из бракованных деталей © Антон Тушин/Ridus.ru 25 © Антон Тушин/Ridus.ru 26 Покраска дульного тормоза-компенсатора для Т-5000 © Антон Тушин/Ridus.ru 27 © Антон Тушин/Ridus.ru 28 © Антон Тушин/Ridus.ru 29 Ствольные коробки в процессе доработки © Антон Тушин/Ridus.ru{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}